谦比希东南矿区全尾砂联合处置技术
——膏体充填与高浓度排放
1、背景
(1)谦比希铜矿隶属于中国有色矿业集团,地处世界著名的赞比亚-刚果铜矿带上,由主矿体、西矿体及东南矿体三个矿床组成。东南矿区估算总矿石资源量11587.10万t,铜金属量217.37万t,铜平均品位1.88%;钴金属量12.55万t,钴平均品位0.11%。
(2)东南矿区为缓倾斜中厚矿体,采矿方法以分条空场嗣后充填采矿法为主、房柱法及上向水平分层充填法为辅。设计采矿能力为10000t/d,采用了全套自动化的采掘设备。
(3)东南矿区选矿厂年排尾矿量为306.7万t,其中选厂产出尾砂50%以上排放到尾砂库,其余部分充填于井下采场。
(4)为了提高采场充填效率、降低采矿贫损两率、节约充填成本,采用了全尾砂膏体自流充填技术。为了提高尾矿库利用率、降低尾矿排放成本,采用了高浓度排放技术。两种技术在尾矿浓密环节共用深锥浓密系统和自动控制系统,达到简化尾矿处置流程的目的。
2、膏体充填工艺
谦比希铜矿东南矿区膏体充填系统由尾矿深锥浓密、水泥添加、膏体搅拌制备输送和自动控制四大系统组成。
(1)尾矿深锥浓密系统
采用FLSmidth(艾法史密斯)公司深锥浓密机,直径为18m,总高度22.27m。由尾矿来料系统、絮凝剂制备及添加系统、底流循环系统、耙架搅拌系统等几大部分组成。浓度25%~30%左右的全尾砂浆经深锥浓密机浓缩,形成浓度72%的底流,经渣浆泵输送到充填站厂房。

膏体充填制备站
(2)水泥存贮与添加系统
由散装水泥车运来的水泥,用高压气送至容积为832m3的两个水泥仓内。水泥采用TSFII350×3600微粉秤输送并计量供料给双轴叶片搅拌机。仓内设置高压气微孔板破拱装置,用以解决水泥结拱或挂壁问题。

水泥添加设施
(3)全尾砂膏体制备系统
膏体搅拌设备选用飞翼股份有限公司生产的双轴卧式螺旋搅拌机,其分为一段搅拌及二段搅拌。

膏体充填搅拌设施
(4)井下充填管网
经过二段搅拌的膏体料浆通过充填钻孔和充填管网自流进入井下采场。
充填钻孔664m,充填主干管175mm,目前已施工的井下充填管道长度超过3000m。

井下充填巷道管道悬吊照片
(5)自动控制系统
膏体充填工艺复杂采用了大量监测仪表,其自动控制系统由絮凝剂子系统、浓密机子系统、DCS子系统、水泥给料子系统和料浆输送子系统组成,可实现自动化远程控制
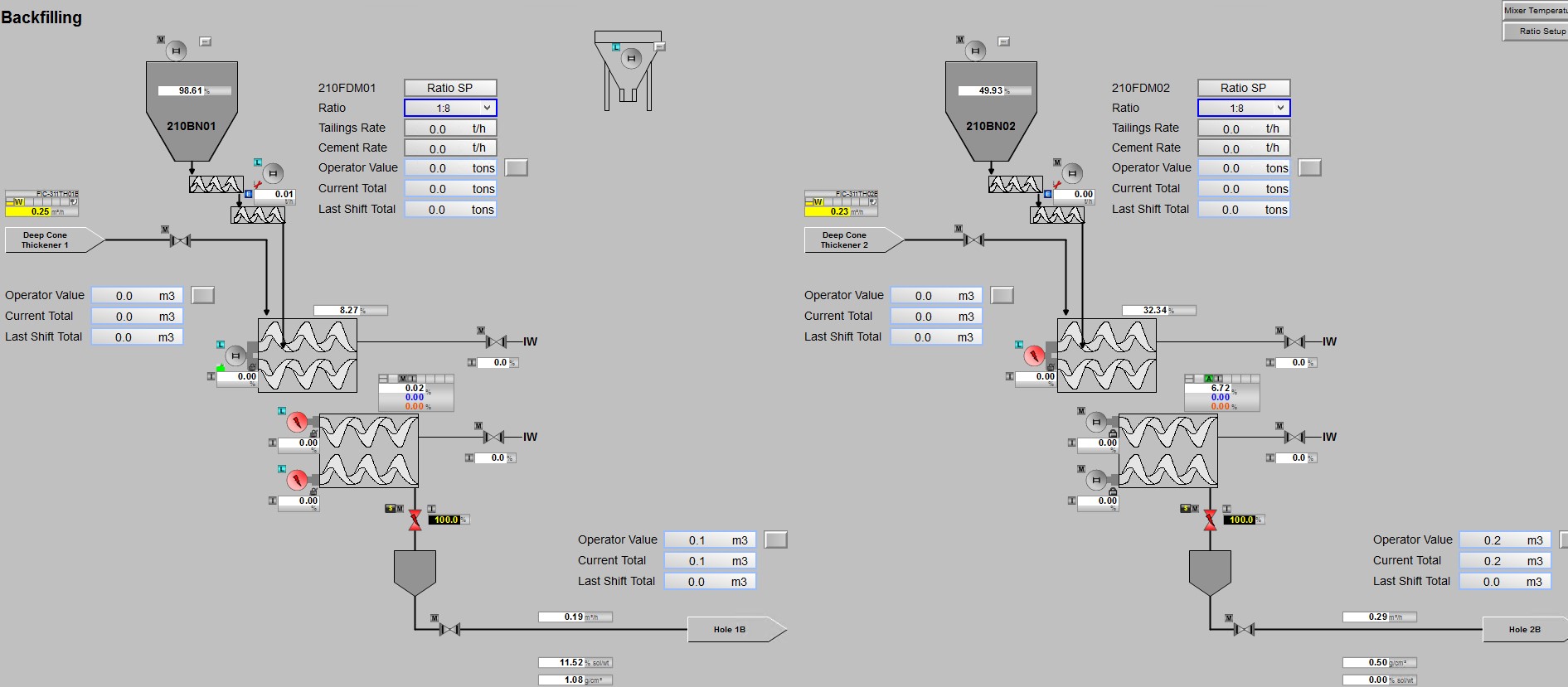
膏体充填自动控制系统
3、尾矿排放工艺
全尾砂高浓度排放系统包括浓密、泵送、管道与自动控制4部分。
(1)尾矿浓密与高浓度浆体制备
高浓度尾砂砂浆采用膏体制备站的深锥浓密机制备,将选厂全部尾砂输送至膏体制备站,在满足井下充填尾砂耗量的条件下,制备浓度55%的尾砂砂浆,经泵送至尾矿库,实现高浓度尾砂砂浆的堆存。

深锥浓密机
(2)高浓度全尾砂泵送系统
尾矿排放系统采用三台DGMB265/7A隔膜泵输送,正常排放时一用两备,最大能力排放时两用一备。

三台隔膜泵
(3)高浓度全尾砂排放管道
将浓密机底流浓度控制在55%进行泵送,共设两根管道进行尾矿排放,尾砂输送距离15km。管道规格为ϕ245×8mm耐磨钢管。设计单条管线流量207~253m3/h。
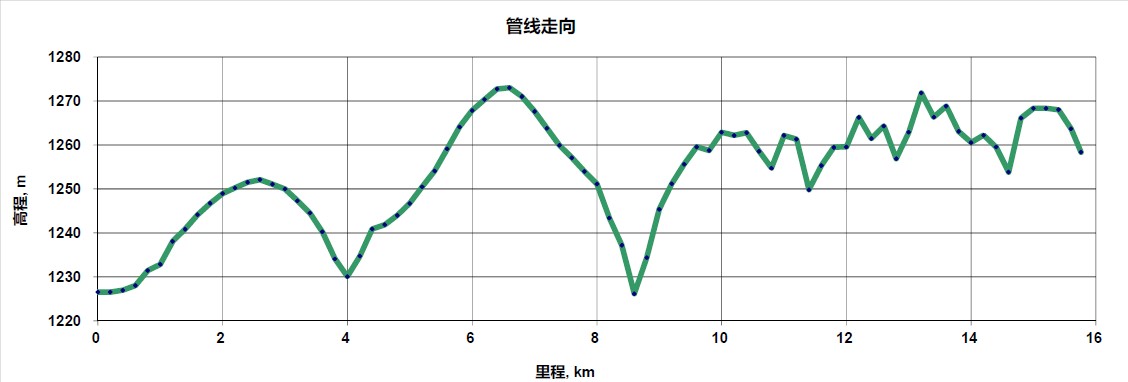
管道线路纵断面
(4)自动控制系统
将尾矿处置的所有设施、设备、仪器集中在一套自动控制系统,共设有2个监测仪表和8个自动控制电磁球阀,采用美国Endress +Hauser公司生产的Cerabar S PMP71型号隔膜式压力表,量程10MPa。
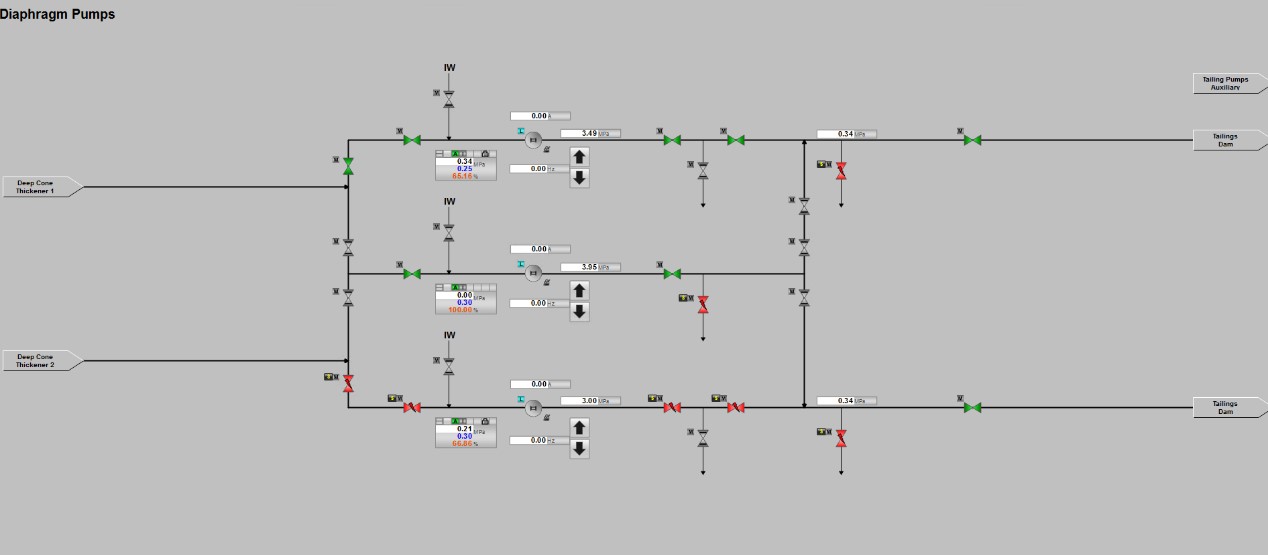
尾矿排放自动控制示意图
4、技术指标
(1)浓密机底流浓度:70~72%;
(2)膏体充填浓度:75%~76%;
(3)膏体充填能力:180m3/h;
(4)尾矿浓度:55%;
(5)尾矿排放流量:207~253m3/h(单条管线)。