1、背景
(1) 谦比希铜矿隶属于中国有色矿业集团,地处世界著名的赞比亚-刚果(非洲)铜矿带上,由主矿体、西矿体及东南矿体三个矿床组成,其中西矿体矿石量5631万t,含铜品位2.16%,铜金属量122 万t,矿体倾角30°左右,平均厚度为7.36m,为典型的缓倾斜中厚难采矿体。
(2)设计采用上向进路充填采矿法回采,原充填工艺为分级尾砂充填,进路沿矿体走向布置。因矿岩稳定性较差,进路采用隔一采一的回采方式,矿石损失较大。
(3)选厂全尾砂-200目达到70-75%,分级尾砂产出率只有30%左右,不能满足矿山充填要求;
(4)西矿体矿岩稳定性差,矿体具有遇水泥化特性,采场泄水工程施工难度大,泄水困难。
(5)当地水泥单价较高,约200 美元/t(1200元/t),为提高回采率。原设计针对部分厚大矿体采用分级尾砂胶结充填进行二步骤回采,但设计强度下的水泥添加量较大,充填成本极高。
综上所述,采用膏体充填技术是非常必要的,不仅可以提高采矿回收率、降低采矿成本,还可以实现全尾砂充填,最大限度减少充填水泥用量。
2、膏体充填工艺
设计两套充填系统,目前已建立并正常运行一套;
充填物料为选厂全尾砂(粒径:-200目占70.845%,-400目占47.0 %)及普通硅酸盐水泥(P32.5);
全尾砂浓密系统:采用德国FL SMIDTH(福勒-史密斯)公司生产的深锥浓密机,规格(直径11m,高16m),其由絮凝剂制备及添加系统、底流循环系统、耙架搅拌系统等几大部分构成,能将选厂30%质量浓度的矿浆来料浓缩至70%以上。该系统为一段浓密脱水,工艺简单,自动控制程度较高,浓密效果好。
水泥存贮及添加系统:设有300 m3水泥仓1个,水泥添加设备为微粉秤,添加量可变频调节,添加范围为3~33 m3/h。与传统的水泥螺旋给料相比,微粉秤的添加及计量更为精确,保证了膏体制备质量,降低了水泥成本。
膏体搅拌制备及泵送系统:采用二段卧式搅拌工艺,配备双轴叶片卧式搅拌机,制备能力约75 m3/h;矿山最大充填倍线约14.46,管线长约1500 m,采用泵压输送,泵送设备选用德国Putzmeister公司KOS 2180 HP高密度固体泵,额定泵压6.9 MPa,流量60 m3/h;
自动控制采用DCS分布式控制系统,控制回路包括:尾砂浓度控制回路、尾砂流量控制回路、搅拌机液位控制回路、水泥量控制回路、浓密机底流稀释控制回路、浓密机底流高、低循环控制回路,絮凝剂添加控制回路等。通过控制室上位机界面即可实现对各种工艺命令的操作,自动化程度较高。


膏体充填制备站 深锥浓密机

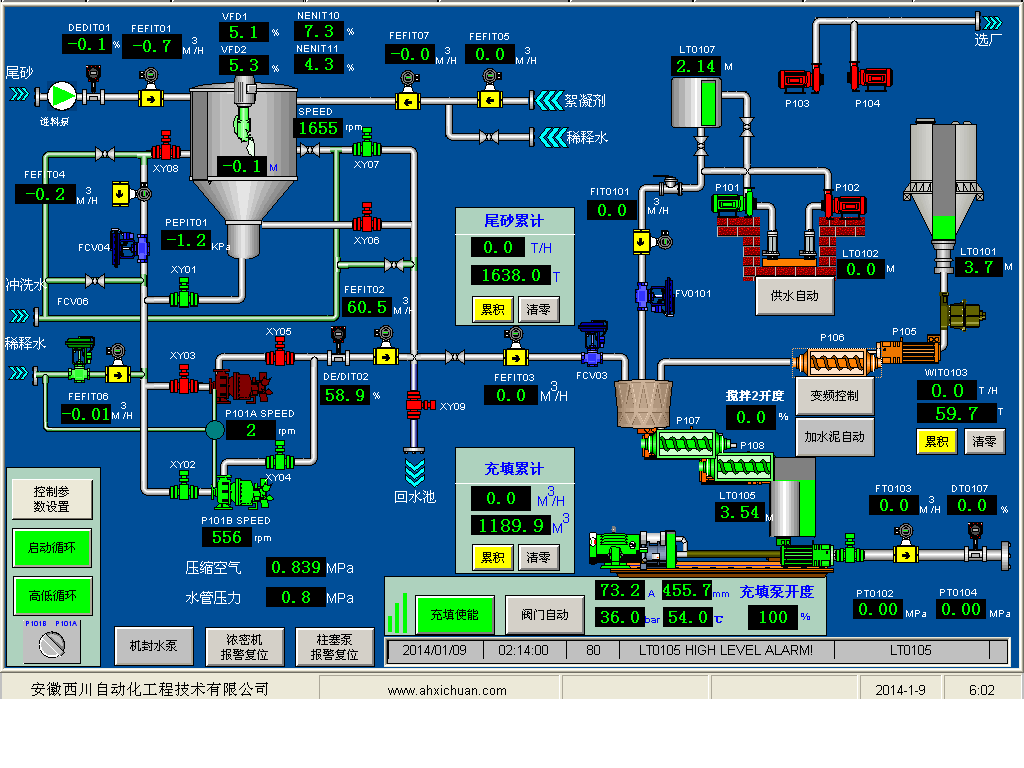
泵压输送系统 膏体充填自动控制系统


搅拌槽内膏体(浓度70%) 膏体充填料浆形态
3. 技术指标
(1)浓密机处理能力:120t/h(干矿)
(2)浓密机底流浓度:65%~70%;
(3)膏体充填浓度:66%~71%;
(4)单套充填能力:60m3/h,年充填能力30 万m3/年 (按1天16 h工作时间算);
(5)水泥单耗(二步骤回采):100~150 kg/m3;
(6)最大连续充填时间及充填量:30 h,1800m3;